
Dedicated to providing custom ers with better
quality products and services!




.png)

.png)





Are you looking to achieve precision in metal bending? Correct calibration of the press brake backgauge is essential. This guide walks you through detailed steps to check and adjust the backstop bar’s alignment, both vertically and horizontally, and calibrate the backgauge fingers.
By mastering these techniques, you can enhance your machine’s accuracy and avoid costly mistakes. Read on to discover essential tips for calibrating your press brake backgauge.
To ensure precise bending, the press brake backgauge must be calibrated to the center of the punch and die. While the backgauge is pre-calibrated during delivery, recalibration is required only if the fingers or backstop bar are misaligned. Additionally, the backgauge must be calibrated with the ETS software before running any program.

To ensure vertical parallelism between the backstop bar and the ram:

To ensure horizontal parallelism between the backstop bar and the ram:
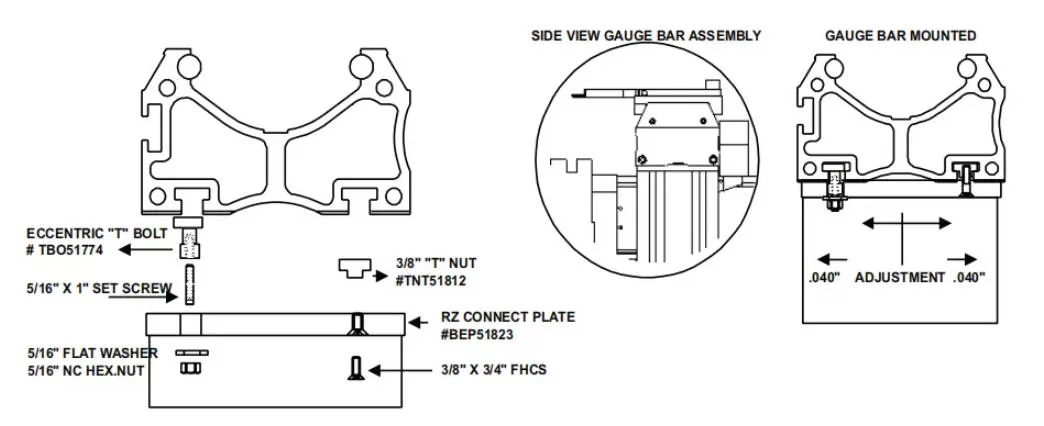
Your press brake includes precision machined gauge bars with a toleranced dimension of 4.000″+.001″. These gauge bars have rubber backing to prevent damage during calibration. Ensure you follow the proper steps for mechanical calibration and familiarize yourself with press brake controls before proceeding.
This procedure ensures that both backgauge fingers are equidistant from the backstop bar:
For machines equipped with a Manual-R system, use the backgauge carriage handwheel. For machines with a Power-R system, program the correct position.
Adjust the finger to the calibration position:


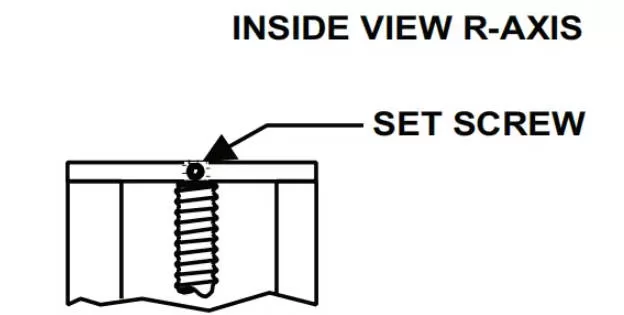
To adjust the backstop bar’s vertical position:
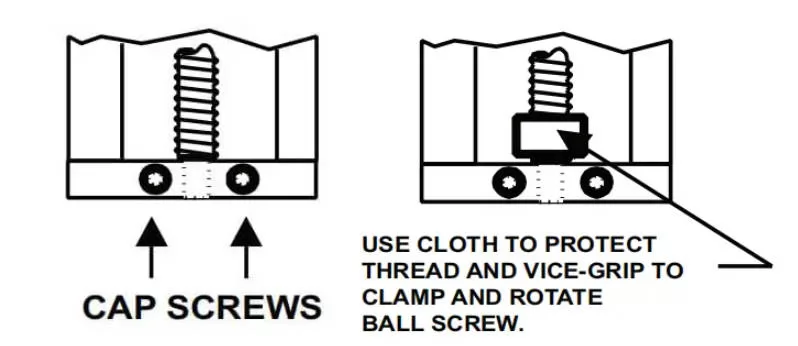
To adjust the backstop bar’s horizontal position:
Calibrating the Press Brake Backgauge is essential for maintaining accuracy in metal bending operations. By following the steps outlined in this guide, you can ensure that your machine operates efficiently and precisely. Regular calibration minimizes errors, reduces downtime, and prolongs the lifespan of your equipment. Whether you're adjusting the backstop bar or calibrating the backgauge fingers, these procedures are key to achieving consistent results.
For more information on press brake maintenance and optimization, explore other resources on our site and keep your workshop running smoothly!




Fastest
Installation

Top-Notch
Equipment

24/7 Customer
Support
100% Secured
Payment

.png)
.png)
.png)




